ကျွမ်းကျင်သူတစ်ဦးgravity die Cast ၊ - Ningbo Yinzhou Xuxing စက်ပစ္စည်း Co., Ltd.ယနေ့တွင် အမျိုးအစား ခွဲခြားခြင်းနှင့် ကွဲပြားသော ဝိသေသလက္ခဏာများကို ပြောပြသည်။gravity die Cast ၊.
ကျွန်တော်တို့ရဲ့Gravity Die Castingလက်မှုပညာ ထုတ်ကုန်များသည် ၎င်းတို့၏ အလွန်ကောင်းမွန်သော လက်မှုပညာနှင့် အရည်အသွေးကောင်းမွန်သောကြောင့် ကျွန်ုပ်တို့၏ဖောက်သည်များက အသိအမှတ်ပြုခံရပါသည်။
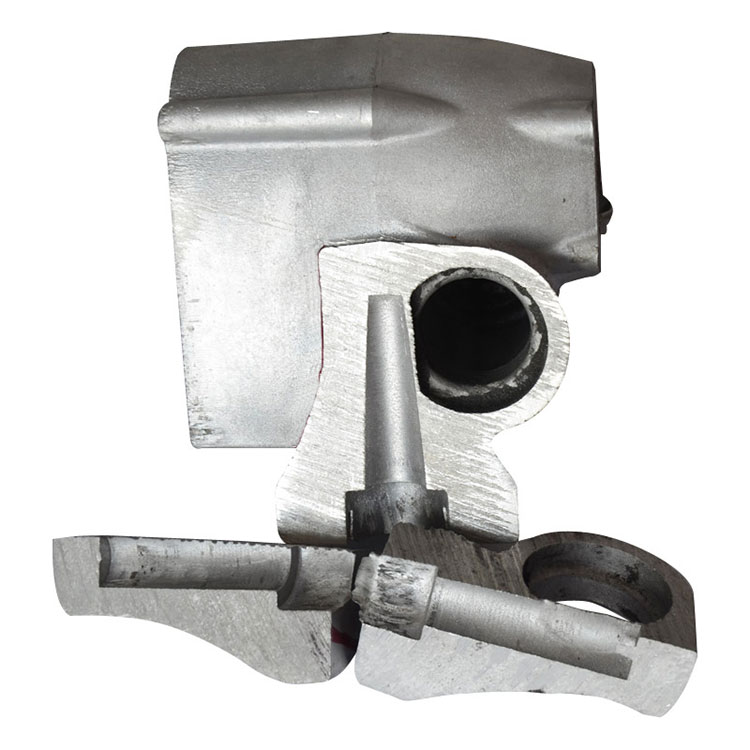
သတ္တုပစ္စည်းများကို အလိုရှိသောထုတ်ကုန်များအဖြစ် ပုံသွင်းခြင်း၊ ထုလုပ်ခြင်း၊ ထုတ်ယူခြင်း၊ လှိမ့်ခြင်း၊ ပုံဆွဲခြင်း၊ တံဆိပ်တုံးထုခြင်း၊ ဖြတ်တောက်ခြင်း၊ အမှုန့်သတ္တုဗေဒ စသည်တို့ကဲ့သို့ သတ္တုပစ္စည်းများကို လိုချင်သောထုတ်ကုန်များအဖြစ် ပြုလုပ်ရန် လုပ်ငန်းစဉ်များစွာရှိသည်။ ၎င်းတို့အထဲတွင် Casting သည် အခြေခံအကျဆုံး၊ အသုံးအများဆုံးနှင့် အကျယ်ပြန့်ဆုံးလုပ်ငန်းစဉ်ဖြစ်သည်။
သွန်းသောသတ္တုကို အပူချိန်မြင့်သောပစ္စည်းများဖြင့် ပြုလုပ်ထားသော အခေါင်းပေါက်မှိုထဲသို့ သွန်းလောင်းပြီး ငွေ့ရည်ဖွဲ့ပြီးနောက် အလိုရှိသော ပုံသဏ္ဍာန်ကို သွန်းလုပ်သည့် ထုတ်ကုန်တစ်ခု ရရှိခဲ့သည်။ ထွက်ပေါ်လာသောထုတ်ကုန်သည် ပုံသွန်းလုပ်ခြင်း ဖြစ်သည်။
သွန်းလုပ်ခြင်းကို သတ္တုသတ္တုဖြင့်ပြုလုပ်ခြင်း (သွန်းသံ၊ သွန်းစတီးလ်အပါအဝင်) နှင့် သံမဏိသတ္တုသွန်းလုပ်ခြင်း (အလူမီနီယံသတ္တုစပ်၊ ကြေးနီသတ္တုစပ်၊ ဇင့်အလွိုင်း၊ မဂ္ဂနီဆီယမ်အလွိုင်းစသည်ဖြင့်) ဟူ၍ ခွဲခြားနိုင်သည်။ သံမဏိမဟုတ်သော တိကျသောသွန်းလုပ်ခြင်းစက်ရုံသည် အလူမီနီယမ်သတ္တုစပ်နှင့် ဇင့်သတ္တုစပ်သွန်းလုပ်ခြင်းတို့ကို အလေးပေး၍ သံမဏိမဟုတ်သောသတ္တုသွန်းလုပ်ခြင်းကို အထူးပြုပါသည်။
သွန်းလုပ်ခြင်းမှို၏ပစ္စည်းအလိုက် သဲသွန်းလုပ်ခြင်းနှင့် သတ္တုသွန်းလုပ်ခြင်းဟူ၍ ခွဲခြားနိုင်သည်။ တိကျသောသွန်းလုပ်ခြင်းစက်ရုံသည် သွန်းလုပ်ခြင်းလုပ်ငန်းစဉ်နှစ်ခုလုံးအတွက် အဆင်ပြေပြီး ဤသွန်းမှိုအမျိုးအစားနှစ်မျိုးကို ၎င်းတို့ကိုယ်တိုင် ဖန်တီးထုတ်လုပ်ပါသည်။
သတ္တုသွန်းလုပ်ခြင်းလုပ်ငန်းစဉ်အရ ဒြပ်ဆွဲအားသွန်းခြင်းနှင့် ဖိအားပုံသွင်းခြင်းဟူ၍လည်း ခွဲခြားနိုင်သည်။ ဆွဲငင်အားပုံသွန်းခြင်းဆိုသည်မှာ သွန်းသောသတ္တုကို ထုလုပ်ခြင်းဟုလည်းသိကြသော ကမ္ဘာမြေဆွဲအား၏လုပ်ဆောင်မှုအောက်တွင် မှိုတစ်ခုထဲသို့ ထိုးသွင်းသည့်လုပ်ငန်းစဉ်ကို ရည်ညွှန်းသည်။ ကျယ်ပြန့်သောသဘောအရ ဆွဲငင်အားသွန်းခြင်း၊ ဆွဲငင်အားကို ကျဉ်းမြောင်းသောသဘောဖြင့် သွန်းလုပ်ခြင်းကို ရည်ညွှန်းသည်။ Die Cast ဆိုသည်မှာ သွန်းသောသတ္တုကို အခြားပြင်ပအင်အားစုများ (ဆွဲငင်အားမှလွဲ၍) လုပ်ဆောင်ချက်အောက်တွင် မှိုထဲသို့ ထိုးသွင်းသည့် လုပ်ငန်းစဉ်ကို ရည်ညွှန်းသည်။ Die Casting တွင် ကျယ်ပြန့်သောသဘောအရ အသေခံစက်များ၏ ဖိအားပုံသွင်းခြင်းနှင့် ဖုန်စုပ်စက်များ၊ ဖိအားနည်းသောပုံသွင်းခြင်း၊ ကျဉ်းမြောင်းသောသဘောဖြင့် ဖိအားပုံသွင်းခြင်းကို သတ္တုအသေသွန်းလုပ်ခြင်းကို ရည်ညွှန်းပြီး die casting ဟုရည်ညွှန်းသည်။ တိကျသောသွန်းလုပ်ခြင်းစက်ရုံသည် သဲနှင့်သတ္တုမှိုများ၏ဆွဲငင်အားကိုသွန်းလုပ်ခြင်းတွင် နှစ်ပေါင်းများစွာကြာအောင်လုပ်ဆောင်ခဲ့သည်။ ဤသွန်းလုပ်ခြင်းလုပ်ငန်းစဉ်များသည် သံမဏိမဟုတ်သောသတ္တုသွန်းလုပ်ခြင်းတွင် အသုံးအများဆုံးဖြစ်ပြီး အနိမ့်ဆုံးစျေးနှုန်းများရှိသည်။
သဲပုံသွန်းခြင်း။
Sand Casting သည် မှိုပြုလုပ်ရန်အတွက် သဲကို အဓိက ပုံသွင်းပစ္စည်းအဖြစ် အသုံးပြုသည့် ရိုးရာသွန်းလုပ်သည့် လုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။ သဲမှိုများသည် ယေဘုယျအားဖြင့် ဆွဲငင်အားသွန်းလုပ်ခြင်းကို အသုံးပြုကြပြီး အထူးလိုအပ်ချက်များရှိသောအခါတွင် ဖိအားနည်းသောပုံသွင်းခြင်း၊ သဲပုံသွင်းခြင်းတွင် လိုက်လျောညီထွေရှိသော ကျယ်ပြန့်သော အစိတ်အပိုင်းများ ၊ သေးငယ်သော အစိတ်အပိုင်းများ၊ ကြီးမားသော အစိတ်အပိုင်းများ၊ ရိုးရှင်းသော အစိတ်အပိုင်းများ၊ ရှုပ်ထွေးသော အစိတ်အပိုင်းများ၊ အစိတ်အပိုင်းများနှင့် ကြီးမားသော အသုတ်များကို အသုံးပြုနိုင်ပါသည်။ သဲပုံသွင်းခြင်းအတွက် မှိုများကို ယခင်က သစ်သားမှိုများဟု အများအားဖြင့် သိကြသည်။ ပုံပျက်လွယ်ခြင်းနှင့် ပျက်စီးခြင်းကဲ့သို့သော သစ်သားမှိုများ၏ အားနည်းချက်များကို ပြောင်းလဲရန်အတွက် Xudong Precision Casting Factory သည် တစ်ခုတည်းသော သဲမှိုသွန်းလုပ်ခြင်းအားလုံးကို အလူမီနီယံအလွိုင်းမှိုများ သို့မဟုတ် အစေးမှိုများအဖြစ် မြင့်မားသောဘက်မြင်တိကျမှုနှင့် တာရှည်ဝန်ဆောင်မှုပေးသည့် မှိုအဖြစ်သို့ ပြောင်းလဲခဲ့သည်။ ဈေးနှုန်းများ မြင့်တက်လာသော်လည်း သတ္တုမှိုပုံသွင်းခြင်းအတွက် အသုံးပြုသည့် ပုံစံခွက်ထက် များစွာ သက်သာသေးသည်။ သေးငယ်သောအသုတ်များနှင့်ကြီးမားသောအစိတ်အပိုင်းများထုတ်လုပ်မှုတွင်စျေးနှုန်းအားသာချက်သည်အထူးသဖြင့်ထင်ရှားသည်။ ထို့အပြင်၊ သဲမှိုများသည် သတ္တုမှိုများထက် ပိုမို၍ ခံနိုင်ရည်ရှိသောကြောင့် ကြေးနီသတ္တုစပ်နှင့် သံသတ္တုများကဲ့သို့သော အရည်ပျော်မှတ်များ ပိုမိုမြင့်မားသော ပစ္စည်းများကိုလည်း ဤလုပ်ငန်းစဉ်တွင် အများအားဖြင့် အသုံးပြုကြသည်။ သို့သော်လည်း သဲပုံသဏ္ဍာန်တွင် ချို့ယွင်းချက်အချို့ရှိပါသည်- သဲပုံသဏ္ဍာန်တစ်ခုစီကို တစ်ကြိမ်သာ လောင်းနိုင်သောကြောင့် သွန်းလောင်းခြင်းကို ရရှိပြီးသည့်နောက်တွင် ပျက်စီးသွားကာ ပြန်လည်ပုံသဏ္ဍာန်ပြုလုပ်ရမည်ဖြစ်သောကြောင့် သဲပုံသဏ္ဍန်၏ ထုတ်လုပ်မှု ထိရောက်မှု နည်းပါးပါသည်။ သဲ၏ အလုံးစုံသဘောသဘာဝသည် ပျော့ပျောင်းပြီး စိမ့်ဝင်နိုင်သောကြောင့် သဲသွန်းလုပ်ခြင်းများသည် သေးငယ်သော တိကျမှန်ကန်မှုနှင့် ပိုမိုကြမ်းတမ်းသော မျက်နှာပြင်များရှိသည်။ သို့သော်၊ တိကျသောသွန်းလုပ်ခြင်းစက်ရုံသည် နှစ်ပေါင်းများစွာ နည်းပညာစုဆောင်းမှု စုဆောင်းထားပြီး၊ သဲသွန်းလုပ်ခြင်း၏ မျက်နှာပြင်အခြေအနေအား များစွာတိုးတက်ကောင်းမွန်စေကာ ပစ်ခတ်မှုအပြီးတွင် သတ္တုသွန်းလုပ်ခြင်း၏အကျိုးသက်ရောက်မှုကို နှိုင်းယှဉ်နိုင်သည်။
သတ္တုမှိုပုံသွင်းခြင်း။
၎င်းသည် အပူဒဏ်ခံနိုင်သော အလွိုင်းသံမဏိဖြင့် အခေါင်းပုံသွင်းမှိုများ ပြုလုပ်ရန် ခေတ်မီသော လုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။ သတ္တုမှိုများသည် ဆွဲငင်အားပုံသွန်းခြင်း သို့မဟုတ် ဖိအားပုံသွင်းခြင်း ဖြစ်နိုင်သည်။ သတ္တုမှို၏ သွန်းမှိုကို ထပ်ခါတလဲလဲ အသုံးပြုနိုင်သည်။ သွန်းသောသတ္တုကို သွန်းလောင်းသည့်အခါတိုင်း၊ တာရှည်ခံပြီး ထုတ်လုပ်မှုထိရောက်မှုနှင့်အတူ သွန်းလုပ်ခြင်းကို ရရှိသည်။ သတ္တုမှို၏ပုံသွန်းခြင်းသည် ကောင်းမွန်သောအတိုင်းအတာတိကျမှုနှင့်ချောမွေ့သောမျက်နှာပြင်ရှိရုံသာမက တူညီသောသွန်းသောသတ္တုကိုလောင်းသည့်အခြေအနေအောက်တွင်သဲမှိုထက်ပိုမိုခိုင်ခံ့မှုရှိပြီးပျက်စီးနိုင်ခြေနည်းပါးသည်။ ထို့ကြောင့် သတ္တုမဟုတ်သော သတ္တုအလတ်စားနှင့် အသေးစား သွန်းလုပ်မှုတွင်၊ သွန်းပစ္စည်း၏ အရည်ပျော်မှတ် မမြင့်သရွေ့ သတ္တုမှိုသွန်းခြင်းကို ယေဘုယျအားဖြင့် နှစ်သက်သည်။ သို့သော်လည်း သတ္တုမှိုပုံသွင်းခြင်းတွင် ချို့ယွင်းချက်အချို့ရှိပါသည်- အပူဒဏ်ခံနိုင်သော အလွိုင်းစတီးလ်နှင့် ၎င်းတွင် အခေါင်းပေါက်ပေါက်များ လုပ်ဆောင်ရာတွင် စျေးကြီးသောကြောင့် သတ္တုမှို၏မှိုကုန်ကျစရိတ်မှာ မြင့်မားသော်လည်း သေသပ်မှို၏ အလုံးစုံကုန်ကျစရိတ်မှာ၊ အတော်လေးစျေးပေါ။ အလွန်များစွာ။ သေးငယ်သောအသုတ်ထုတ်လုပ်မှုအတွက်၊ ထုတ်ကုန်တစ်ခုစီအတွက် ခွဲဝေပေးထားသော မှိုကုန်ကျစရိတ်သည် သိသိသာသာမြင့်မားနေသောကြောင့် ယေဘုယျအားဖြင့် လက်ခံနိုင်မည်မဟုတ်ပေ။ သတ္တုမှို၏မှိုသည် မှိုပစ္စည်း၏အရွယ်အစားနှင့် အခေါင်းအတွင်း ပြုပြင်ရေးကိရိယာနှင့် သွန်းလုပ်ကိရိယာများ၏ စွမ်းရည်ဖြင့် ကန့်သတ်ထားသောကြောင့်၊ အထူးသဖြင့် ကြီးမားသောသွန်းလုပ်ရန်အတွက်လည်း စွမ်းအားမရှိပေ။ ထို့ကြောင့် သေးငယ်သောအသုတ်နှင့် ကြီးမားသောအပိုင်းအစများ ထုတ်လုပ်မှုတွင် သတ္တုမှိုပုံသွင်းခြင်းကို ရှားရှားပါးပါး အသုံးပြုသည်။ ထို့အပြင်၊ သတ္တုမှိုသည် အပူဒဏ်ခံနိုင်သော အလွိုင်းသံမဏိကို လက်ခံထားသော်လည်း ၎င်း၏ အပူခံနိုင်ရည်မှာ အကန့်အသတ်ရှိနေဆဲဖြစ်သည်။ ယေဘူယျအားဖြင့် ၎င်းကို အလူမီနီယမ်သတ္တုစပ်များ၊ ဇင့်သတ္တုစပ်များနှင့် မဂ္ဂနီဆီယမ်သတ္တုစပ်များသွန်းလုပ်ရာတွင် အများအားဖြင့် အသုံးပြုကြသည်။ ပိုတောင်နည်းတယ်။
die casting ၊
Die Casting သည် သတ္တုပုံသွင်းစက်တစ်ခုပေါ်ရှိ သတ္တုမှိုများ၏ ဖိအားဖြစ်ပြီး အထိရောက်ဆုံး သွန်းလုပ်သည့် လုပ်ငန်းစဉ်ဖြစ်သည်။ Die-casting စက်များကို အမျိုးအစား နှစ်မျိုး ခွဲခြားထားပါသည်- အခန်းတွင်း အသေခံစက်များနှင့် အအေးခန်း အသေခံစက်များကို အမျိုးအစား နှစ်မျိုး ခွဲခြားထားသည်။ hot chamber die casting စက်သည် မြင့်မားသော automation ၏ဒီဂရီရှိပြီး၊ ပစ္စည်းဆုံးရှုံးမှုနည်းပြီး cool chamber die Casting စက်ထက် ထုတ်လုပ်မှုပိုမိုထိရောက်ပါသည်။ ယနေ့ခေတ်တွင်တွင်ကျယ်စွာအသုံးပြုနေကြသော အလူမီနီယံအလွိုင်းသတ္တုစပ်များကို ၎င်းတို့၏ အရည်ပျော်မှတ်မြင့်မားမှုကြောင့် cool chamber die Casting စက်များတွင်သာ ထုတ်လုပ်နိုင်သည်။ အသေပုံသွန်းခြင်း၏ အဓိကအင်္ဂါရပ်မှာ သွန်းသောသတ္တုသည် မြင့်မားသောဖိအားနှင့် အရှိန်အဟုန်မြင့်သော အပေါက်အတွင်းသို့ ပြည့်စေပြီး မြင့်မားသောဖိအားအောက်တွင် ခိုင်မာစေပါသည်။ အခေါင်းအတွင်းရှိ လေကို အရေပြားအောက်ပိုင်း ချွေးပေါက်များအဖြစ် ဖုံးအုပ်ထားသောကြောင့် အလူမီနီယံသတ္တုစပ်သေဆုံးခြင်းကို အပူမကုသသင့်ဘဲ သွပ်အလွိုင်းသေတ္တာကို မျက်နှာပြင်ပေါ်တွင် မဖြန်းသင့်ပါ (သို့သော် ခြယ်သနိုင်သည်)။ သို့မဟုတ်ပါက ကာစ်၏အတွင်းပိုင်း ချွေးပေါက်များသည် အပူအားချဲ့ထွင်မှုကြောင့် ကျယ်လာပြီး အထက်ဖော်ပြပါ ကုသမှုကို လုပ်ဆောင်သောအခါတွင် Cast အား ပုံပျက်ခြင်း သို့မဟုတ် ပူဖောင်းဖြစ်စေသည်။ ထို့အပြင်၊ သတ္တုပုံသဏ္ဍာန်၏စက်ပိုင်းဆိုင်ရာဖြတ်တောက်ခြင်းခွင့်ပြုချက်သည် ယေဘုယျအားဖြင့် 0.5 မီလီမီတာခန့် သေးငယ်သင့်သည်။ ချွေးပေါက်များကို ဖြစ်ပေါ်စေပြီး workpiece သည် ကွဲထွက်သွားသည်။